トヨタQCサークル事例
2020年度 中部品質管理大会のQCサークル事例発表会から、トヨタ自動車(株)35福田工場の発表をとりあげて講評する。
1. 事例の概要
この事例をかいつまんで紹介すると、次のようになる。
|
プレス機械の操作に未熟な新人がいて、余分な時間を費やしている。そこで、新人の技能アップと新人でも使えるように機械を改造した。つまり、QC手法を使わない活動であり、QCサークル発表に向かない。 そこで、棒グラフという簡単なQC手法を(必要でもないのに)ふんだんに使った発表資料をQCストーリーに沿って作成し、QC活動に見えるように偽装して発表した。 しかし、実は、本来QC手法を使うべきであった肝心なところでQC手法を使い損ねた~という事例である。 |
今回の講評に当たって、前もってQCサークル制度の目的を確認しよう。
- 自己研鑽(自分の学習のため)
- 相互啓蒙(他のサークルとの情報交換のため)
- QC手法を使った日常管理の推進
QCサークル発表会は、上の二番目の目的に沿うものでなければならない。
2. 問題点の概要
本件トヨタの事例も、例によってQCストーリーに沿った古典的なやり方だから問題ありは当然だが、特に重要な点を指摘したい。
CAPDを繰り返して手段が尽きるまで改善を継続する意思はなく、最初から立つはずのない目標と計画を立てて、一発勝負で結果を出そうとする。
発表には、本来、QC手法を有効に使った事例が必要だが、本件はQC手法を使ったようにみせかけている。
QC手法を使わねば解けない問題をカンで済ませ、「自己啓蒙」を図ることをしない。
トヨタ堤工場事件(名古屋地裁判決2007.11.30)でQCサークルの自主性を否定されたのに、未だ管理職による指揮・指導がされていない。
しかし、良い点も見られるので、最後までお読み下さい。
3. 事例の詳細
以下、トヨタのQCサークル発表事例を項目ごとに吟味してみよう。
3-1 テーマ
『マフラーライン 抜けカス回収時間低減活動』
~14年間、飛散が当たり前だった世界からの脱却~
〔講評〕
テーマの名称だけでは、何か、ムダな作業時間を低減する活動だな~ぐらいしか部外者に分からない。
「テーマ」と題する以上、テーマの名称だけでなく、ムダな作業の概略を説明すべきである(そのうち分かる~ではダメ)。
1. 会社と職場紹介:省略
2. サークル紹介:省略
3-2 テーマ選定理由
サークル会合の時に最近の困り事を聞いてみたところ、いつも大人しい若手の入江君が「午後一番にやってい る15点検(設備点検)ですが、15分で終わらないんですよね」と発言したので、私の一存で調べてみることにしました。
《15点検とは》
設備の清掃と断線や油漏れ等の点検を午後の始業から15分で行う作業をいいます。
〔講評〕
1. 「活動テーマ」の選定理由になっており、「発表テーマ」の選定理由(視聴に値する点の説明)になっていない点が誤りである。
事実、この先を最後まで読んでも、どこが参考になると言っているのか、さっぱり分からない。
2. 活動テーマとして「最近の困り事」を取りあげようと考えてはならない。何故なら、「困り事」がなければ活動テーマも見つからない事態に陥るからである。
3. 「もう少し良くしたい思う事項」は全てが活動テーマであって、1個に絞って活動してはならない。
3-3 現状把握
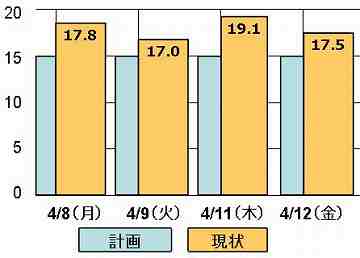
まず現状時間を調べてみると、毎日オーバーしている事とばらつきがある事が分かりました。
〔講評〕
まずいところが2点ある。
1. 「毎日オーバーしている事とばらつきがある事が分かりました」とあるが、だからどうなのか、というコメントがない。つまりこのグラフを何の目的で作ったのか不明である。
2. これは15点検の全項目の合計時間のグラフであるが、不要な発表である。理由は、ムダな作業時間のみを把握すべきだからである。
15点検のどの項目にムダ作業があるか、毎日作業をしている担当者(入江君)及び同僚には分っている。
(続き)
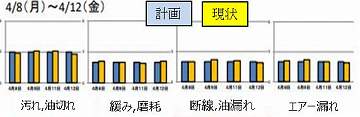
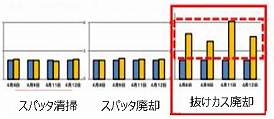
〔15点検の内訳項目〕 点検作業 清掃作業 汚れ・油切れ スパッタ清掃 緩み・磨耗 スパッタ廃却 断線・油漏れ 抜けカス廃却 エアー漏れ 上の項目について現状を調査したところ、最後の「抜けカス廃却」が計画時間を最もオーバーしている事が分かりました。
「抜けカス廃却」は、バーリング機で発生する抜けカスをスクラップ置き場へ廃却する作業で、毎日行っています

〔講評〕
ムダな作業がどこにあるか、棒グラフというQC手法を使うことによって初めて分かったように発表しているが、これはウソ話である。
担当者(入江君)は、普段の業務で、ムダな作業が「抜けカス廃却作業」の、しかも「清掃作業」にあることを最初から知っている。従って、下図のように「抜けカス廃却作業」の時間のみを時系列折れ線グラフで示すべきであった。
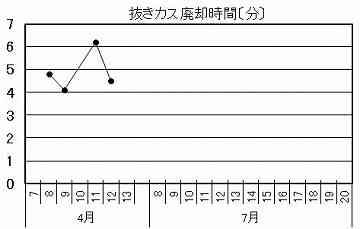
この同じグラフに改善後の状況を示せば、効果を確認することができる。
3-4 現状調査
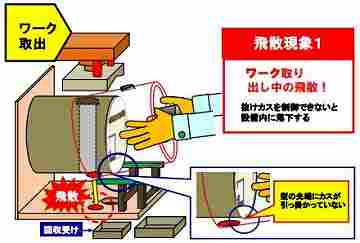
抜けカスが回収受けに入るメカニズム
ワークをセットし起動を入れると、上型が下降し抜けカスが2枚抜け、ワーク内下に落下します。その後、加工されたワークを取り出す際、ワークを下型部になぞるように引き抜くと型の先端にカスが引っ掛かり回収受けに入ります。このワーク取り出し作業は、カンコツ作業になります。飛散現象1(ワーク取り出し中)
ワーク取出し中に、ワークを持ち上げた時、型の先端に抜けカスが引っかからず設備内に飛散していました。飛散現象2(カス残り確認中)
ワークを傾け回収受けを狙って抜けカスを入れようとし、うまく入らず飛散してしまう。ワークの中に抜けカスが残ると品質的に問題なため、この作業は必ず行わなければなりません。
〔講評〕
「4.現状把握」の後に「5.現状調査」が来るというのは、違和感を覚える。普通は、調査が先で、把握が後のはずだからである。
ここでは、抜きカスが飛散する原因を調査しているのだから、「5.原因調査」とすべきである。
それで、どんな原因で抜けカスが飛散するのか?
段取りとしては抜けカスが飛散せずに回収受けに入るようになっているが、「若手の入江君」、「カンコツ作業」、「入江君の技能向上を目指す」(7.推進計画を参照)などの言葉からして、要するに入江君が未熟練者であることが原因の一つである。
もう一つの原因は、熟練者でなければ抜けカスが飛散してしまうという設備の欠陥である。
従って、本件トヨタの事例は、次の二つの原因について改善を狙っていることが分かる。
- 入江君の技能の改善
- 抜けカス飛散防止装置の改善
このことは最初から分かっているのだから、「テーマ」のところで説明すべきである。
3-5 目標設定
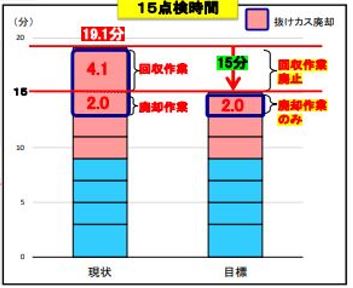
実際に飛散した抜けカスの回収作業をやってもらったところ、簡単に回収できる状態になく狭いところに抜けカスが入り込んでおり、本来の廃却往復時間2分に余分な回収時間に4.1分が追加される状態になっていました。
目標 いつまでに 何を どうする 7月末までに 抜けカス飛散を無くし 15分/日で終わらせる
〔講評〕
「抜けカスを拾い集める作業をゼロにする」という目標を立てたとある。
1. しかし、この目標は立つはずがない。
なぜなら、この段階では必ず成功するという根拠がなく、単なる願望(ビジョン)だからである。
成功することを示すデータ(根拠)がないのに吹聴することを カンとハッタリ と称して、品質管理では厳禁である。
このことを示す「データでモノを言え」という格言がある。
2. 目標の設定は、QCサークル活動に大きな弊害をもたらす。目標を達成すればそれで終わってしまい、改善の余地があってもCAPDサイクルが止まってしまうからだ。参照 → 効果の確認
3-6 推進計画
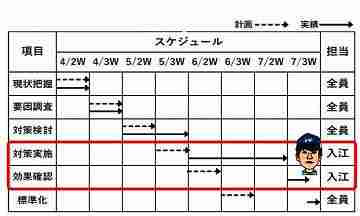
推進計画は、このようにスケジュールを立て推進し、サークルのレベルアップのカギである入江君の技能向上を目指すことから、対策実施を中心に入江君の担当にしました。
〔講評〕
結論を言うと、これは発表用に作った飾り物であって、実際には立てていない計画である。立てることは、預言者でもない限り不可能だからである。
活動の途中で一週間程度の日程計画を立てるのはよいが、根拠もないのに活動の最初から最後までの計画を立てるのはハッタリである。
果たして一発で良い結果が得られるか、数か月かけて努力しても失敗に終わるか不明であり、計画は立たないはずである。
この点、方針管理では、前もって研究中にデータを得ているので、年度計画を立てることが可能である。
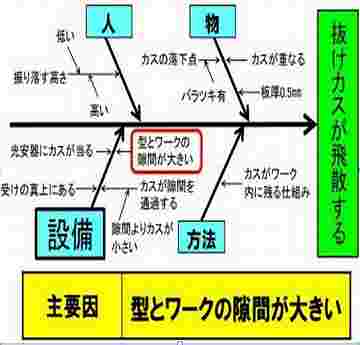
3-7 要因調査
特性要因図を用い4Mで解析を行い、要因の絞り込みをしたところ、設備の面で型とワークの隙間が大きいという主要因を洗い出すことができました。
〔講評〕
これはウソ話である。
「特性要因図を用い4Mで解析を行い、要因の絞り込みをしたところ、主要因を洗い出すことができました」とあるが、こんなことはできるはずがない。
「主要因」という用語の意味は、本件トヨタの事例では、抜けカス飛散防止装置の欠陥を指すと思われる。
もし、特性要因図を作って、4Mで解析を行い、要因の絞り込みをすれば抜けカス飛散防止装置の欠陥を洗い出せるとしたなら、これこそが「大変に参考になる発表の要点」であり、全国のQCサークルが知りたがる「宝石」と言っても過言ではない。
にもかかわらず、次の要点について全く説明がないのである。
- どのように特性要因図を作るのか。
- どのように4Mで解析を行うのか。
- どのように要因の絞り込みをするのか。
以上について全く触れないということは、ウソ話であることの証拠である。それにしても、なぜ、こんなウソ話をデッチ上げる必要があったのだろうか? その答えは、次の「9.主要因の検証」で判明する。
すなわち、QC手法を使って要因分析をしたように偽装するのは、ここしかないのである。
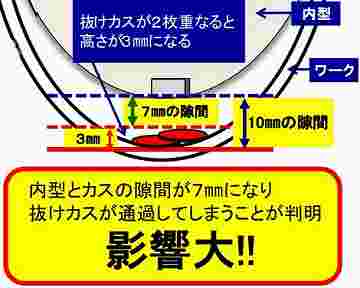
3-8 主要因の検証
内型にワークをセットして下側の隙間を確認したところ、10㎜の隙間が確認でき、ワークに抜けカスを乗せた状態で隙間を確認すると7㎜になり、抜けカスが通過してしまう為影響が大きい事が分かりました。
〔講評〕
QCサークルは、QC手法を使って職場の問題を解決すること(日常管理)を目的に設置され、参考になる情報を交換する目的で発表会が開催される。
QC手法を使わない活動は、本来、発表テーマにならない。
→ 小集団活動の目的
ところが、本件トヨタの事例は専ら固有技術による解決であって、QC手法を(使ったように偽装しているが)ほとんど使っていない。
活動が終わった後に「効果の確認」で時系列グラフを使ったぐらいのものである。
そこで、どうやってQC手法を使って解決したように見せかけるか? これが「8.要因調査」のウソ話を作った目的である。
特性要因図を作って、要因を列挙し、要因を絞って主要因を見つけた。これで、QC手法を使ったことになる~という主張らしい。
ところが、どのようにして要因を絞ったのか説明がないし、データがないから絞れるはずもないのである。
3-9 対策検討
「隙間を抜けカスが通過する」を問題点とし、メンバーで対策案を検討したところ、3つの案が出ました。
番号 対策案 ① 抜けカスが通過する隙間を無くすストッパーを型に取り付ける ② 内型下半分を無くし回収受けを作る ③ 抜けカスを受けやすくする為に回収受けを大きくする これらを6つの観点で評価し、最も評価点が高い17点の案①を採用しました。
◎3点 〇2点 △点 ×0点 問題点 対策案 予想効果 コスト 安全性 品質 持続性 難易度 総合評価 採否 隙間を抜けカスが通過 ① 抜けカスが通過する隙間を 無くすストッパーを型に取り 付ける ◎ ◎ ◎ 〇 ◎ ◎ 17 採 ② 内型下半分を無くし 回収受けを作る ◎ × ◎ 〇 ◎ △ 12 否 ③ 抜けカスを受けやすくする 為に回収受けを大きくする △ △ 〇 ◎ ◎ 〇 12 否
〔講評〕3つの対案の評価の仕方について疑問がある。
ここでは評価項目を平等に扱っているが、正しくは次の優先順に従わねばならなず、評価点に優先指数を乗じなければならない(下に、優先指数の例を示す)。
- 安全性・環境性(5倍)
- 品質(2倍)
- 納期・コスト・難易(1倍)
管理項目の優先順位 → 管理項目の優先順位
3-10 対策実施
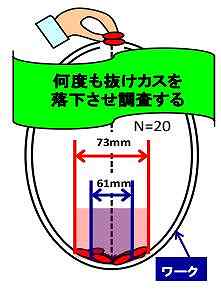
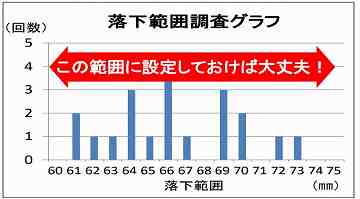
抜けカスを21回落下させ、ストッパー幅を75㎜に設定しました。
〔講評〕
絶好の機会を逃す
QCサークルの目的の一つは、QC手法を使って職場の管理(日常管理)を進めることである。発表テーマも、QC手法を使った参考例でなければならない。
本件のトヨの事例は、QC手法を使う絶好の機会を逃している。
問題は、21回のテストで飛散巾=ストッパー幅をカンで判断して75〔mm〕に設定し、そして失敗したことである。これは工程能力指数CpというQC手法を使う絶好の機会であった。
工場内の課長か誰か、詳しい人に相談すれば教えて貰えたのではないか? そのようにして自己啓蒙を図ることも、QCサークルの目的である。
トヨタでは昔からQCサークルは上司の干渉を受けない「自主的活動」とする社風があった。
2007年11月のトヨタ堤工場事件で名古屋地裁判決〔確定〕がQCサークルの自主性を否定してQCサークル活動が普段の仕事と何ら変わりない、課長の指揮・指導の下で行う日常業務であるとしたが、トヨタはいまだに昔の風習から抜けていないのかも知れない。
グラフから数値を読みとり、Excelを使って計算してみよう。果たして、飛散巾=75〔mm〕は適切であったか?
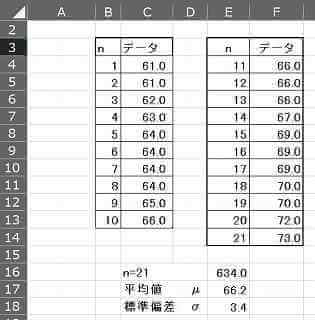
上で得た平均値μと標準偏差σから、下の図に示すように、最大飛散巾=80〔mm〕が得られる。
=66.2+(4×3.4)=79.8〔mm〕
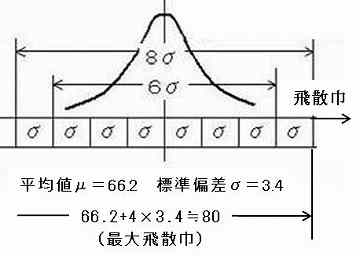
さらに、データ数n=21個という少ないデータ数の影響を補正(参照 → データ数nによる補正)すると、Cp=1.33 → 1.78に(標準偏差σは1.78/1.33=1.34倍に)しなければならず、最大、次の飛散巾を見込まねばならない。
従って、本件トヨタの事例は、カンで判断したストッパー幅75〔mm〕は10〔mm〕不足であって、データをQC手法で処理するという基本的な立場から逸脱している。
(続き)
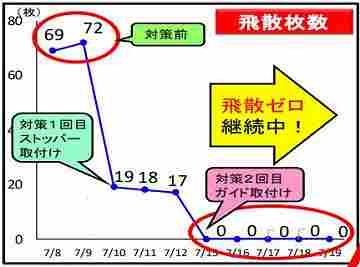
抜けカスを遮断することができましたが...喜びもつかの間、生産を始めると数枚の飛散がありました。
どうしたら100%回収できるかについて話し合っていると、入江君より「漏斗みたいなガイドを取付けてみては?」との意見があり、ストッパー幅をヒントに直径80㎜でガイドを作製して取付け、回収率100%を達成しました!
〔講評〕
最初の対策がなぜ完全でなかったのか、飛散巾の設定が不適切だったのかどうか、原因の説明が何もない。
うまく行かないときでも、すぐに諦めずに再挑戦する点は非常によろしい。しかし、最初の対策がなぜ完全でなかったのか、原因に触れないのでは視聴者に理解されない。
3-11 効果の確認
対策前は抜けカスが70枚/日ぐらい飛散していましたが、対策後は抜けカス飛散がゼロになり、現在もゼロを継続中です。
〔付随効果〕製品単価3円低減・生産性が日1.6%向上・創意工夫高額提案提出。
〔講評〕
2回のCAPDサイクルが時系列折れ線グラフを使って適切に表示され、この点で特に問題はない。
第一の問題は、現状把握のときは時間で把握し、グラフも棒グラフであった。それが効果の確認では、飛散の枚数で把握し、時系列折れ線グラフで表しており、一貫性がない。
現状把握で時間を時系列折れ線グラフで表し、その同じグラフに改善後の時間を表して効果を確認すべきである。
→ 現状把握の時系列折れ線グラフ
第二の問題は、CAPDサイクルが2回で終わってしまった点である。
その原因は、目標を設定したことにある。目標を設定すると、目標を達成すれば終わってしまい、CAPDサイクルを続ける余地がなくなってしまうのだ。
目標の設定がなければ、CAPDサイクルは手段が尽きるまで続く。
例えば、毎日の15点検は本当に全部が必要なのだろうか?
項目によって、一日置きや週に一回で支障がないものがあるかも知れない。過去の記録を調べて発生頻度の少ない項目を週一回に切り換えるだけで、労なくして成果を生むことができる。
このように過去のデータを生かすことも、品質管理では重要である。
3-12 標準化・横展
抜けもれや、後戻りがないように、5W1Hで展開
〔オペレーターへの展開事項〕
・合いマークで緩み確認
・ストッパーの摩耗点検
・ガイド取り付け状態の確認
・チェックシート記入〔班長への展開事項〕
・チェックシートに確認・点検項目を追記
誰が 何を いつ いかに どうする なぜ オペレーター ストッパー固定ボルトを 使用前 目視 緩みがないか合いマークを確認、チェックシート記入 抜けカスを散乱させない為 班長 日常点検シートを 7/19までに 点検が出来る様に チェックシート追記 点検抜けを起こさせない為 さらに、生産技術部へフィードバックし、次期バーリング型への織り込みを依頼しました。
〔講評〕
標準化について、特に問題はない。
生産技術課への申し送りは非常に結構だが、強いて言えば、対策の実施前に生産技術科の承認を得ることが必要である。
3-13 入江君の成長: 省略
3-14 サークル成長: 省略
〔講評〕
サークルが自身の成長を語るのは好ましくない。ハッタリで目標を立て、計画を立て、QC手法を使ったように偽装するなど、成長していないことに気が付いていない。
3-15 反省と今後の取組み
| 良かった点 | 改善点 | 今後の目標 |
| 若手を中心にサークル活動を進め、ストーリーの理解、改善技能の向上につなげる事が出来た。 | 要因調査で発言が少なかったので活発に意見が出る様工夫して いきたい。 | さらにサークルのレベルアップをし、会社の利益に貢献できるよう、みんなで改善活動を進めていく。 |
〔講評〕
この「反省と今後の取組み」は、QCストーリーに合わせるために発表しただけであって、反省の形跡はない。
反省
およそ、QCサークルの「反省」は無味である。なぜなら、正解を知らない人達が行う反省だからである。
そのことは、本件トヨタの事例で、
1. 飛散巾の設定にQC手法を使わなかったこと
2. CAPDの繰り返しがなかったこと
が反省の対象になっていないことからも明白である。
今後の取組み
ここでは、CAPDを終えるならその理由、継続するならその見通しを述べて欲しい。
本件トヨタの事例では、目標を達成したとの理由で活動を終えたことになる。つまり、目標を設定したことがブレーキになって、改善を停滞させている。
3-16 活動を振り返る
今までの私たちは問題意識が低い状態でしたが.......
抜けカス飛散が、私たちに成長の機会を与えてくれて改善意欲が生まれ考え方が変わり、更に現場を変えたい気持ちが強くなりました。抜けカスに感謝です!!

〔講評〕
これは極めて重要な視点である。
なぜなら、「問題とは、あるべき姿と現状との差をいう」という品質管理学会の通説に異を唱えているからである。
→ 問題とは
「問題は客観的に存在する」のではなく、「問題とは、放置できないと考えた事象をいう」と理解するのが正しい。つまり、問題意識が「問題かどうか」を決める~ことに気が付いたことが、この発表の最も発表価値の高い点である。
4. 講評のまとめ
筆者の信ずるところでは、この発表事例は次のように評価すべきである。
4-1 良かった点
(1)「17. 活動を振り返って」が最もよかった点である。
今後は、身の回りの全ての事項に対して「もう少し何とかならないか?」と、問題意識を持って観察するよう期待しよう。
(2) 次に、改善後に生産技術課に申し送りをした点である。
4-2 是正すべき点
この事例の疑問点を列挙すると、次のようになる。
| 是正前 | 是正後 | |
| ① | 活動テーマと発表テーマが同じで、1個だけ選定する。 | 活動テーマは選定せず、発表テーマを1個選ぶ。 |
| ② | 活動テーマの選定理由(困りごと) | 発表テーマの選定理由(参考になる点)。本件トヨタの事例では「問題意識が重要」。 |
| ③ | 活動全体の計画を立てる。 | 立てない。 |
| ④ | 現状把握に棒グラフを使う。 | 効果の確認を考慮して、時系列折れ線グラフを使う。 |
| ⑤ | 根拠なしに目標を設定。 | 目標は設定しない。 |
| ⑥ | QC手法を使った様に偽装。 | QC手法を使う。 |
| ⑦ | 環境,安全,QDCが同等 | 優先指数を乗じる。 |
| ⑧ | 対策の実施後に生産技術課に連絡する。 | 対策の実施の前と後に生産技術課に連絡する。 |
| ⑨ | 現状把握は時間、効果確認は飛散枚数。 | 両者を同じ特性にする。 |
| ⑩ | 目標を達成したら、改善の余地があっても終える。今後の計画でも触れない。 | 改善の余地がなくなるまでCAPDを回す。 |
| ⑪ | 反省を発表する。 | 発表しない。 |
| ⑫ | 今後の取組みに具体性がなく、何をするのか不明。 | CAPDの見通しと理由を発表する。 |
4-3 重要な点
本件トヨタの事例で最も重要な点をまとめる。
(1) CAPDサイクル
日常管理としてみた場合、目標を達成すればおしまいと考えてはならない。手段が尽きるまでCAPDの繰り返しを継続すること。
(2) 発表の価値
発表の最後まで、「この発表のどこに発表価値があるか?」が分からない。
「改善効果が大きさ」が発表の価値だと誤解してはならない。
(3) QC手法
数値のままで理解できることを、いちいち柱状図にしたところで、QC手法を使ったことにはならない。
(4) 要因分析
特性要因図を作って要因を列挙すればQC手法を使って要因分析をしたことになると誤解してはならない。
(5) 自己啓蒙
カンに頼らずに、分からないときは工場内の詳しい人に相談する習慣を育てるべきである。
例えば、次のようなやり方がある。
- 課長が相談に乗る(自主性の排除)。
- 生産技術部門に問い合わせる。
- QCサークル推進委員会が相談窓口を設ける。
All rights reserved.
© 客観説TQM研究所 鵜沼 崇郎