用語の定義
「なぜなぜ分析」のような専門分野を学ぶときに、最も重要なことは、そこで使われている用語の意味を明確にすることです。

用語の意味は、理論によって定まる。「これこれ、こういう考え方だとすれば、この用語の意味はこうだな」という具合に定まるから、理論がない人、理論が誤っている人の話に出てくる用語は、意味不明です。そのような素人が使う用語の意味は、理論から来るのではなく、理論以前に既に意味が定まっている「日常用語」なのです。
例えば真の原因とは、本当の原因のことです
などと説明する素人講師がいますが、では、「本当の原因とは何ですか?」と訊かなくちゃならないから、説明したことになりません。このように、プロと素人では用語の理解が全く違います。
以下、主な用語の定義を列挙します。ここですぐに理解できなくても、読み進めることによって理解が深まります。
なぜなぜ分析(Why why analisys)とは、問題が起きたときに、三現主義に基づいて、「なぜ」という問いかけと調査を繰り返して真の原因を追究する手順・活動をいう。
なぜ?(Why?)とは、三現主義に従って調査し、原因を明らかにせよ~という問いかけをいう。意見(データに基づかない推測)や要因(原因候補)は求めていない。
三現主義(Sangenism)とは、机上の空論をせずに、問題が起きたら直ちに現場に赴き、現品を見て現実を把握せよ~とする基本方針をいう。例えば、現場に行かずに会議室で特性要因図を作って要因を列挙するのは、三現主義に違反する典型例である。
真の原因、真因(True cause)とは、問題の発生原因のうち、対策を講じることによって問題が解決するものをいう。これに対して、手段を講じても問題が解決しないものを「見かけの原因」という。
原因(Cause)とは、先発事象が起きれば自動的に後発事象が起きる因果関係において、先発事象をいう。例えば、人が倒れたとき、他人に押されて倒れたら原因だし、自分の意志で倒れたら理由である。
人の行動(何かをした、しなかった、遅れた)が原因の場合、単に「原因」を挙げるだけでなく、それがやむを得なかったことを説明する事情、すなわち「理由」を分離してはならない。人は物と違って、原因によって行動するのではなく、理由で行動するからである。
理由(Reason)とは、人の判断・感情・行動が、やむを得なかった正当なものであったことを示す根拠をいう。例えば、裁判所の判決で、判決が正当であることの根拠を説明した箇所を「判決理由」といい、「判決原因」とはいわない。逆に、夏が暑い原因というが、夏が暑い理由とはいわない。
トヨタ式の概要
トヨタ式なぜなぜ分析は、次のステップを踏むことによって真の原因を追究する。
「問題(or 事象)が起きた」との報告があったら、(報告内容にとらわれず)報告を受けた上司自身が直ちに現場に行って現品を見て「現実の問題」を把握する。
「なぜ?」と問いつつ、原因として最も疑われる要因Aを一つ挙げて現地現物で調査する。会議室で特性要因図に要因を挙げるのではない。
要因Aが原因でなかったら、次に疑わしい要因Bを挙げて同様に調査する。
このようにして原因が分かったら、それに対する処置・対策を検討し、
もし、処置・対策の手段がないときは、問題または原因の把握が誤っている。
処置・対策の手段はあるが、それで解決しないなら、その原因は「見かけの原因」であり、真因にたどり着くまでさらに「なぜ」を続ける。
処置・対策の手段があって、それで問題が解決するならその原因が真の原因(真因)であることが確定し、その対策を講じて問題を解決する。
問題が解決したら、同じような問題が他にも起きていないか調査して、水平展開(横展開)する。
4H・オンライン講習会
| RCA(なぜなぜ分析)
|
03/19(木) |
| 工程FMEA、DRBFM
|
03/26(木) |
| QCサークルの活性化
|
04/02(木) |
| 方針管理の進め方
|
04/09(木) |
| 設計FMEA、DRBFM
|
04/16(木) |
|
→この先の予定 |
→詳細 |

1.大野氏の模範例
大野耐一氏は、著書「トヨタ生産方式」に、なぜなぜ分析の模範例を次のように示した。
問題(事象):機械が故障で停止した
| なぜ? | 原因 | 処置・対策 |
| なぜ、故障停止? | 過負荷・ヒューズ溶断 | ヒューズ交換 |
| なぜ、過負荷? | 給油不足 | 油を差す |
| なぜ、給油不足? | ポンプ軸の摩耗 | 軸の交換 |
| なぜ、摩耗? | 潤滑油に切粉が混入 | 切粉の清掃 |
| なぜ、混入? | 濾過器の欠品(真因) | 濾過器の取付け |
上の模範例の正しい読み方は、次の通りである
問題(または、事象):機械が故障で停止した。
〔考察〕三現主義に従って直ちに現場に行って、現品を見て、現実を把握した上で「最も疑わしい要因」を挙げると、それは「ヒューズの溶断」であった。調べたら、ヒューズが溶断しており、「機械の主軸が重い」と分かった。
従って、停電・漏電・ショート・スイッチの故障~等は考えなくてよく、主軸の過負荷だけを追えばよい。
〔注11〕分かっている事実を尋ねてはならない。
大野氏の事例で、現場に行って掴んだ事実(データ)は、「ヒューズの溶断」「機械の主軸が重い」の2つである。すると、次のように2つの問答に分けることができる。
- (1)機械は、なぜ、故障停止したか?
- →ヒューズが溶断したから。
- (2)なぜ溶断したか?
- →過負荷がかかったから。
しかし、大野氏は、分かっている事実は「なぜ?」と問わないという鉄則を守って、なぜ、過負荷でヒューズが溶断したか?
という1問にまとめていることが分かる。
〔注12〕最初のこの考察と初動調査が決定的に重要である。
ここで間違うと、現場に行かずに意見を述べたり、特性要因図に要因を列挙して失敗する。
-
なぜ、故障停止したか?
現場の状況をみると、最も疑わしいのはヒューズの溶断である。現場を調査したら、過負荷でヒューズが溶断していた。
〔処置〕ヒューズを交換しても一時しのぎで問題は解決しない。過負荷の原因を調べる必要があり、「なぜ」を続ける。
なぜ、過負荷になったか?
調べたら、潤滑不足であった。
〔処置〕メタルに油を指しても一時しのぎで問題は解決しないから、「なぜ」を続ける。
なぜ、潤滑不足になったか?
調べたら、ポンプ軸が摩耗していた。
〔処置〕ポンプ軸を交換しても一時しのぎにしかならず、摩耗の原因を究明する必要がある。
なぜ、ポンプ軸が摩耗した?
調べたら潤滑油に切粉が混入していた。
〔処置〕切粉を清掃しても一時しのぎだから、切粉混入の原因を究明する必要がある。
なぜ、切粉が混入した?
調べたら潤滑油系統のフィルターが欠品であった。
〔処置〕機械にフィルターを取り付ければ問題が解決するから、「フィルターの欠品」が真の原因(真因)である。
〔注13〕トヨタでは、一時しのぎにしかならない手段を処置といい、問題が解決する手段を「対策」と呼ぶようである。しかし、その呼び方は日本語として適切でない。なぜなら、問題を解決できると考えて対策を講じたが、実際には一時しのぎの処置でしかなかった場合、それは「対策なのか処置なのか」決めようがない。
正しくは、次のように用語を使い分けるのが望ましい。
- ・結果がどうあれ、改善する意思で講じる手段は対策。
- ・一時しのぎの手段は応急対策
- ・恒久的手段は恒久対策。
- ・「処置」は最も広義で、何らかの手段を講じ、または放置することも処置。
2.トヨタ式の真因の追究手順はこうだ
大野耐一氏は、著書「トヨタ生産方式」の中で、上に示す事例を使って「なぜなぜ5回」を紹介した。
そこでは「なぜ」を5回繰り返して真の原因(真因:True cause)を追究する手法として説かれた。
大野氏の功績は、「三現主義」を提唱し、「真の原因(真因)」の意味を明確に定義した点にある。
2-1.三現主義に徹する大野氏の考え方
機械が故障で停止したとき、どうすればよいか?大野耐一氏の考え方は、こうである。
問題が発生したら、とにかく直ちに現場に直行せよ。現場で現物を見て(何が起きたか)問題を把握してから「なぜ?」と問え。そして、それに対する答えも、意見や可能性(要因)ではなく、現実を調査した結果で答えよ。
これを「三現主義」、あるいは、「現地現物」という。
つまり、会議室で特性要因図に多数の要因を列挙するような「机上の空論」はするな。現場で現品を見て現実を把握した上で「最も疑わしい要因」を一つ挙げて調査せよ。もしそれが原因でなかったら「次に疑わしい要因」を挙げて調査せよ~ということである。
「なぜなぜ分析」でいう「なぜ?」とは、以上の現地現物(現場で現品を見て現実を把握せよ)で調査した結果で答えよ~という意味である。
2-2.真の原因とは?
上の調査の過程で、いくつかの原因が見つかった。
最初は「ヒューズの溶断」である。これも原因であることには変わりない。なぜなら、ヒューズの溶断がなければ機械の停止もなかったからだ。
しかし、ヒューズを交換しても問題は解決しないので、これは真の原因(真因、True cause)ではない。これは「みかけの原因、Apparent cause」である。同様に、潤滑不足による過負荷もみかけの原因である。処置を講じても問題は解決しない。問題を解決するには「なぜ?」を繰り返して、真の原因にたどり着いて対策を講じなければならない。
このように、「なぜ?」に対する答えが出るたびに処置・対策を検討して、それが真因なのか「みかけの原因」なのか、判断しなければならない。
処置・対策を検討して、もし、問題が解決する対策が見つかったら、それが真の原因である。
真の原因に対策を講じて問題が解決したら、さらに、同じようなことが他でも起きていないか調査して対処する(水平展開、or 横展開)。
以上が、大野耐一氏の考え方である。
3.なぜなぜサイクル
なぜなぜ分析が順調に進んでいるかどうかチェックするツールとして「なぜなぜサイクル」がある。上に紹介した大野耐一氏の事例を、なぜなぜサイクルのテンプレートを使ってチェックしてみよう。
3-1.点検テンプレートを使ってみよう
大野耐一氏の事例を以下のテンプレートを使った「なぜなぜサイクル」で点検する。時計回りに進んで行こう。
〔問題〕機械が故障停止した。
| なぜ? → | 原因 → | 処置 |
|---|
| 1 | なぜ、停止? | 過負荷で
ヒューズ溶断 | ヒューズ交換 |
|---|
| ← | なぜを継続 | 過負荷が未解決 | ← 解決? |
|---|
現場で「過負荷でヒューズ溶断」というデータを入手すると、ショート・漏電・電気部品の故障など、他の要因を考えずに済むから一気に解決に近ずく。処置は可能であるが解決に至らないから、「なぜ?」を続ける。
| なぜ? → | 原因 → | 処置 |
|---|
| 2 | なぜ、過負荷? | 潤滑油不足 | 油さしで給油 |
|---|
| ← | なぜを継続 | 自動潤滑が未解決 | ← 解決? |
|---|
| なぜ? → | 原因 → | 処置 |
|---|
| 3 | なぜ、油不足? | ポンプ軸の摩耗 | 軸の交換 |
|---|
| ← | なぜを継続 | 摩耗が原因不明 | ← 解決? |
|---|
| なぜ? → | 原因 → | 処置 |
|---|
| 4 | なぜ、摩耗? | 切粉 | 切粉の清掃 |
|---|
| ← | なぜを継続 | 混入の原因不明 | ← 解決? |
|---|
| なぜ? → | 原因 → | 処置 |
|---|
| 5 | なぜ、混入? | 濾過器なし | 濾過器取付け |
|---|
| | 真因が判明 | 解決! | ← 解決? |
|---|
このようにして真因が見つかり、これに対策を講じて問題が解決し、横展開する。
〔注31〕「なぜ?」とは、「なぜ問題が起きたか、現地・現物で原因を調査して報告せよ」の意味であって、次のようなことは求めていない(三現主義)。
- 意見(何が原因だと思うか)
- 要因(何が原因になり得るか)
→「なぜ?」の意味
原因が判明したら、「処置によって問題が解決されるか」を検討して、解決するならそれが真因であり、解決されなければ次の「なぜ?」に進む。もし適切な処置が定まらないなら、問題や原因の記述に欠陥があり、是正しなければならない。
〔注32〕
「処置」を無視して、次のように進める人がいるが、間違いである。
- 1.なぜ、停止?
- →過負荷によるヒューズ溶断
- 2.なぜ、過負荷に?
- →給油不足
何か処置を講じることができるかどうか、検討しなければならない。処置が打てないときは、問題の内容や原因の記載に欠陥があることが表面化する(→下の例題を参照)。
3-2.例題を点検しよう
「なぜなぜサイクル」のテンプレートを使うと、次の検証が可能となる。
- 「なぜ?」に対する答えの適否
- 「なぜ?」を続けるべきかどうか
〔例題〕うっかりミスの場合、下表の「なぜなぜサイクル」のテンプレートを使うと有益さを理解することができる。
「処置」のところに何が書けるか考えて見よう。ポカヨケ以外にないことが分かる。
| なぜ? → | 原因 → | 処置 |
|---|
| 1 | なぜ、問題が? | うっかり(ポカ) | ポカヨケ |
|---|
| | 真因が判明 | 解決! | ← 解決? |
|---|
ところが多くの指導者は、「疲れていたから」とか、「見ずらい表示だから」などの原因を挙げる。誤った指導である。それだといくら「なぜ」を重ねても解決しない。
| なぜ? → | 原因 → | 処置 |
|---|
| 1 | なぜ、問題が? | 見ずらい表示 | 大きな文字に |
|---|
| ← | なぜを継続 | 思い込みで見ない場合あり | ← 解決? |
|---|
4.真因(True cause)とは?
上の事例から分かるように、~
- その処置で問題が解決すれば、その原因が真因(True cause)である。その処置が「対策」になる。
- その処置で問題が解決しなときは、原因は「見かけの原因」(Apparent cause)である。故に「なぜ」を続ける。
- 適切な処置を打てないときは、原因の理解に誤りがある。例えば、理由と原因を混同、理由が必要な場合に理由不明~など。
4-1.真因の定義
真因(真の原因)とは、対策を講じることによって問題が解決する原因をいう。
ある原因が見つかったとする。解決能力の高いA君が解決策を思いつけば、A君にとっては、それが真因である。解決能力の低いB君の手に負えないなら、B君にとっては、それは見かけの原因である。
なぜなぜ分析は、誰がやっても役立ち、正しく真因を探せると考えてはならない。
〔注41〕トヨタでは「真因」を「根本原因」とも呼び、これらは同義とされる。しかし、後述のように全く異なる用語と理解すべきである。→根本原因の定義
4-2.例題で学ぼう
次の指導例(豊田マネージメントから引用)を「なぜなぜサイクル」で点検しよう。
〔問題〕A君が顧客との重要会議に遅刻した。そこで、上司が遅刻した部下に尋ねた。
- なぜ、遅刻した?→家を出るのが遅かったから。
- なぜ、遅かった?→朝、起きれなかったから。
- なぜ、起きれなかった?→疲れたから。
- なぜ、疲れた?→最近、残業が続いたから。
- 〔処置〕では今日は残業せずに帰宅して体を休めよう。
〔解説〕真因は残業制度にあり、今日だけ残業せずに帰宅しても真因に対する対策にならない。
〔解説〕豊田マネージメントの見解は「真因は残業制度にある」という。しかし、残業を規制することは、経営上、たやすいことではない。間違ったなぜなぜ分析によって経営に破綻をきたすことのあいよう、なぜなぜサイクルで点検しよう。
これを「なぜなぜサイクル」のテンプレートに反映させると、次のように処置の段階で行き詰まって、間違いが浮かび上がる。
| なぜ? → | 原因 → | 処置 |
|---|
| 1 | なぜ、遅刻? | 家を遅く出た | ? |
|---|
| | | | |
|---|
「家を出るのが遅かった」ことに対する処置が(次に示すように)定まらない。処置が定まらないということは、処置を定めるのに必要な情報が不足していることを意味する。
つまり、「なぜの回数」を稼ごうとして情報を細分化したため、情報の出し惜しみとなったのである。
欠陥の内容は次の通り。
- 「家を出るのが遅かった」だけでは、遅くなった事情が分からず、処置が取れない。
- 「朝、起きれなかったから」、「家を出るのが遅かった」と言われても、
- さらに「疲れたから」、「朝、起きれなかったから」。「家を出るのが遅かった」と言われても、まだ処置がとれない。なぜなら、夜遊びやマージャンで疲れたのか、家族の病気の看護で疲れたのか、残業が多くて疲れたのか~によって処置の仕方も変わるからだ。
- 「最近、残業が続いたから」という事情が判明すれば、そこで初めて「やむを得ない遅刻だから会社の負担で定刻起床装置(下図)を貸し出す」~という処置が可能となる。
- 反対に、毎晩、徹夜で賭けマージャンをしたことが判明すれば、減給処分などの処置をとることになる。
JRが販売している定刻起床装置
つまり、これら全体で1つの(理由付き)原因になっている。次に示すように、「なぜ?」は1回で終わりである。
〔問題〕A君が顧客との重要会議に遅刻した。
- なぜ、遅刻した?
〔原因〕朝起きれず家を出るのが遅くなった。+〔理由〕残業が続き疲れていた。
〔処置〕原因に正当な理由あり、会社から定刻起床装置を貸し出す。
↓
それで問題が解決するか?
→解決する。
→故に、残業が続いて疲れたことが真の原因である。
人の行為・判断・感情等について「なぜ?」と問うのは、実質的には理由を問うことになる。人は、機械や自然現象と違って、原因で動いたり判断するのではなく理由によって行動・判断するからである。
- 人の意識的な行為が何らかのトラブルの原因になった場合、その原因には理由が付きまとう。
「なぜ、遅刻した?」という問いは「遅刻せざるを得なかった、どんな正当な事情があったのか?」という理由に重きを置いて尋ねることになり、回答も「こういう原因であるが、これこれのやむを得ない事情がありました」という具合に言い訳(理由)が付きまとう。
- 人の無意識な行為が原因の場合は、理由が付くことはない(例えば、他人に不意に押されたから倒れた、などの場合)。
5.原因と理由の違い
原因と理由は似たような意味に感じられるが、全く異なる。
5-1.意味を確認しよう
原因(Cause)とは、先行事象Aが起きれば後発事象Bが起きるという因果関係において、先行事象をいう。
理由(Reason)とは、人の行為・判断・感情等が、仕方のない、当然の、やむを得ない、正当なものであることの根拠をいう。
〔注1〕裁判官が判決を下すとき、判決が正当なものであることの説明を「判決理由」といい「判決原因」とはいわない。法律でも原因と理由は明確に区別されている。
〔注2〕A君の行為によりB君が死亡した場合
- B君が死亡した原因は、A君が包丁でB君の心臓に届くキズを負わせたからである。
- A君がB君を殺した理由は、長年いじめを受けたからである。
5-2.人の行為が原因の場合
原因が人の行為である場合、原因+理由で答えること。
例えば、重要な会議に遅刻した原因を問われたとき、「家を出るのが遅かったから」と答える人は、まず、いない。人間は物ではないから原因だけで動くのではない。理由(止むを得ない、正当な事情)を伴って動く。従って、「原因+理由」の形で答える。
- 子供が急病で救急車を手配するため、家を出るのが遅くれたから。
- 昨夜は深夜残業だったので朝起きれず、家を出るのが遅くれた。
つまり、原因が同一でも、理由が異なれば処置の仕方も変わってくる。理由を伴わないと処置が決まらず、なぜなぜ分析がとん挫することになる。
6.「なぜ?」の意味
なぜなぜ分析における「なぜ?」とは、何を尋ねているのだろうか?
- 「何が原因だと思うか」と、意見を尋ねている(トヨタ式を誤解した人)
- 「原因の可能性がある(複数の)要因」を尋ねている(小倉式)
- 「何が原因か」と、現実を調査した結果を尋ねている(トヨタ式、鵜沼式)
トヨタ式は、三現主義を基調とするため、現実の調査結果を求める。
真因の調査・解明は、次のように行う。
- その問題の分野の知識と経験に基づき、
- その分野の知識と経験を有する者が、
- データの収集と
- 分析を繰り返す。
つまり、調査を繰り返すのであって、「なぜ」という号令を繰り返す必要はない(やってもいいが)。
機械を修理する技術者、航空機の墜落原因を調査する運輸安全委員、病院で患者を診察する医師~等、誰も「なぜ?」を繰り返しながら仕事をしている人は見かけない。このことを示す具体例を挙げよう。
6-1.機械の故障停止
大野耐一氏の機械の故障停止の事例も、「なぜ?」は単なる号令で、実質はデータ収集と分析の繰り返しになっている。
- なぜ,停止?→過負荷,ヒューズ溶断
- なぜ、過負荷?→潤滑不足
上のステップで、「過負荷,ヒューズ溶断」というのは、単に「そう思う」という意見ではなく、そのような可能性があるという要因でもない。三現主義に従って事実を調査した結果である。つまり、データの収集である。
それを分析すると「潤滑油が回っていないのではないか?」との疑念を生じ、事実を確認したら「潤滑不足」であった~と言っているのである。
6-2.航空機の墜落

航空機の墜落があったときのことを考えれば、上の意味は容易に理解できる。
- 航空機事故の分野の知識と経験を有する者(運輸安全委員会)が、
- データの収集(フライトレコーダー、ボイスレコーダー、機体の残骸等の回収)
- データの分析(データの意味をくみ取る)
~を繰り返す。しかし、「なぜ、なぜ~」と号令を繰り返す人は誰もいない。
6-3.事務員による修理
事務職しか経験のない事務員は、いくら「なぜ?」の号令を繰り返しても機械の故障の真因にたどり着けない。
このことは「なぜ?」が単なる掛け声であって、繰り返すべきは調査(データの収集と分析)であることを裏付ける。
7.横展開(水平方向の展開)
真因を突き止めて対策を講じて問題を解消する目処が立ったら、他にも同様の問題がないか調べる(故障停止の事例でいえば、濾過器の欠品が他の機械にもないか調べる)。
これにより、現存する潜在的な同種の問題を解決することができるが、あくまで現存する問題だけの解決であって、将来発生するかもしれない同様の問題を予防する効果(問題の再発防止の効果)はない。
8.トヨタ式の問題点
トヨタが優れた固有技術を持ちながら、一時、世界一のリコール多発企業となったのは、以下の「問題解決と再発防止の混同」に起因すると思われる。
- 不必要に「なぜ」繰り返す
- 問題解決と再発防止の混同
- 横展開の効果を誤解
- 真因と根本原因を混同
- 再発防止にならない
8-1.回数にこだわって、深刻な弊害
トヨタには、「なぜ?」を5回繰り返せ、どのような場合も5回繰り返さなければならないという、奇妙な規則がある言われている(大野耐一氏の考え方である)。
これを真似て、多くの企業で「なぜは5回でなければならない」、「何とか、5回やったように見せかけて作文しよう」という悪い習慣が横行し、せっかくのなぜなぜ分析を台無しにする弊害を招いた。
「なぜ?」を繰り返す目的は真因を探すことだから、真因を見つけたらそこで終えなければならないのは当然である。
否、むしろ、少ない「なぜ?」で真因を探するように努力しなければならない。
〔注〕
疑問がなければ「なぜ?」と問うてはならない。大野耐一氏もこの立場をとっている。
これは当たり前の話だが、誤った指導では細かい断片に分ける。例えば、原因CによってBが発生し、原因BによってAが発生したことが分かった場合に、次のように分割するように指導するのである。
- Aが発生した。
- なぜ、Aが発生? Bが起きたから。
- なぜ、Bが発生? Cが起きたから。
分かっている事実を分割して「なぜ」の回数を稼ごうとする悪い習慣が世間ではびこるのは、主に、「なぜ」を5回行わねばならないとする客先企業からの誤った要求による。しかし、これは営業目的の作文であって、「なぜなぜ分析」ではない。
8-2.問題解決と再発防止は同じでない
トヨタでは、真因と根本原因を同一と考え、これに対策を講ずることを「再発防止」と称しているが、これは誤りである。
真因に対策を講ずると問題は解決するが、再発防止にはならないと考えるべきである。真因は業務の現場に存在し、根本原因は管理システムにあるからである。
このことを「故障による機械の停止」の事例に沿って説明しよう。
「濾過器」を取り付けることによって解決するのは、当の機械の故障の問題だけである。将来、現場に搬入される機械に同様な問題までは解決されない。まして、濾過器に限らず他のユニットや部品の欠品の可能性も解決しない。つまり、問題の再発防止の効果はない。
8-3.横展開の効果は再発防止に非ず
水平展開によって将来の再発防止になると説く人もいるが、誤りである。
水平展開は、現存する問題を解決するだけであって、将来搬入される機械の再発防止にはならい。
8-4.根本原因の定義
ここでは、根本原因の意味を明確に説明し、トヨタにおける誤解を扱う。
8-4-1.根本原因とは~
根本原因とは、真因の発生を許してしまった「管理システムの欠陥」をいう
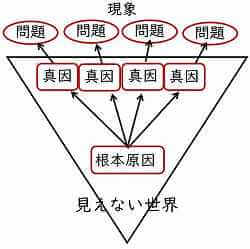
真因が現存する問題の解決に関係すのに対し、根本原因は問題の予防に関係する。真因(True cause)は発生した問題ごとに存在する。決して根本原因(Root cause)と同じではない。根本原因は真因とは別に存在する(B図)。
(B図)真因と根本原因の性格
8-4-2.トヨタにおける誤解
トヨタ関係者の中には、次のように説く者もいる。
真因は根本的な原因であって、ネズミ算的に繰り返し様々な問題を生み出して、もぐら叩きの状態にする
という(A図)。
(A図)トヨタにおける真因の性格
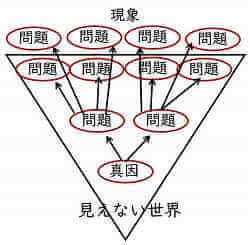
しかし、それは間違いであろう。
機械の故障停止の事例 における真因(濾過器の欠品)は、そのまま放置しても伝染病のように他の機械に伝染して蔓延する訳ではない。真因を放置すれば、その特定の問題が未解決のままになるだけの話であり、真因は決して根本原因ではない。
問題が解決しなければ、次のように考えるべきである。
8-5.再発防止の2つの意味
「再発防止」には、2つの意味があり、区別する必要がある。
現象の再発とは、問題が解決していないため、現象が繰り返すること。(例)大野耐一氏の機械故障の事例で、「停止」という現象が再び起きること。
問題の再発とは、一旦問題が解決した後に同様の問題が新たに発生すること。(例)同上の事例で、「濾過器の欠品」が解決したあと、将来、濾過器やモーターなどがない機械が現場に持ち込まれること。
これらの妥当性を比較すると、「現象の再発」の本質は問題の未解決(継続)である。再発という以上は、問題の再発を考えるべきある。
問題再発説でいう「再発防止」は「真因をなぜ防げなかったのか?」という「新たななぜなぜ分析」によって管理システムに潜む欠陥(根本原因)を見出し、根本対策(再発防止策)を講ずることによって行うべきものである。
9.事例で学ぼう
以上に述べたことの応用問題として、いくつかの実際の事件に当たってみよう。
9-1.台湾の鉄道事故
→ 動画
2021-03-02、台湾の東海岸に沿った花蓮県というところを走っていた特急列車がトンネル付近で脱線した。死者50人、負傷者150人という、過去70年の台湾史上最大急の鉄道事故であった。

鉄道を運行する台湾鉄路管理局は、日本で云えば旧国鉄に相当し、最近は改革を求める声が強まっている。
写真を見ると、列車の脇が崖になっており、トラックが上の道路から滑り落ちた跡が残っている。
鉄道当局は、トラックの運転手がサイドブレーキをしっかりかけなかったとみており、本人もそのように自供した。
この現場写真を見ながら「真の原因」と「根本原因」を追究してみよう。
9-1-1.真の原因は何か?
写真と運転手の自供等に照らして原因を挙げると、次のようになる。
- 鉄道に沿って、上に道路がある。
- 道路と鉄道の間が崖になっている。
- その道路に駐車した人がいた。
- ハンドブレーキをしっかりと掛けなかった。
- 鉄道と道路の間に、防護柵がない。
これらは、いずれも「もし、それがなければ事故は起きなかった」という関係にあるから、原因であることは確かである。では、真の原因(真因)はどれだろうか?
多くの人が陥りやすい筋は「運転手のうっかりミス」の線である。そして、次のような過程を経て「なぜなぜ分析」の失敗物語を作ってしまう。例えば、~
- なぜ、起きた? → サイドブレーキのかけ忘れ
- なぜ、かけ忘れた? → うっかりした。
- なぜ、うっかりした? → 急用を思い出した。
- なぜ、思い出した? → 忘れていたから。
- 〔対策〕手帳に書いて、忘れないようにする。
この対策では、今度は「手帳に書くのを忘れた」、「手帳を見るのを忘れた」という原因が起きるから解決しない。
この事例では「なぜ」を繰り返すことよりも、「真因とは何か?」という定義を理解することが要である。
「真因」とは、対策を講じて問題を解決することのできる原因をいう~との定義に照らせば、「柵を設ければ解決する」ことに着目して、「柵がないことが真因」ということができる。
〔注91〕柵が唯一実行が可能な対策である。なぜなら、~
- サイドブレーキを掛けなければ運転席のドアが開かないように「ポカヨケ」を施すことは、自動車メーカーならできる。しかし、鉄道脇に柵がなければ、運転手の急病、酔っ払い運転、荷台からの荷物の転落など、様々な原因に対応できない。
- 「上の道路をなくす」、「上の道路の駐車禁止」、「崖をなくす」~等の手段は、実行が不可能、あるいは効果が完全でない。
〔横展開〕崖上の道路に沿って柵を設置した上で、似たような危険な環境を見つけて柵を設置することになる。
9-1-2.根本原因は何か?
では、この事故が起きるまで、「なぜ、柵の設置がされずに放置されてきたか?」
これが根本原因の追究である。
考台湾の鉄路管理局には「安全管理システム」がないと考えられる。つまり、~
- このような危険な箇所に柵を設けることを定めた法律がない。
- このような危険な状態を監視する組織(部署・専門の担当者)がない。
- 鉄道を運行するのに必要な条件と認可の制度がない。
- 鉄道の安全を確保するための予算がない。
- 報道機関が、このような状況を報道しない。
~というような根本原因が考えられる。
9-2.ブロック塀の倒壊
2018/06/21 — 6月18日に起きた大阪北部地震で、大阪府高槻市にある小学校のブロック塀が倒壊し、下敷きになった小学4年生の女児1人が犠牲となった。

真因は明白だ。建築基準法違反のブロック塀であって、専門家にとって真因は明らかである。問題は異常な「根本原因」にある。
地震の数か月前、近所に住むアドバイザーが小学校の校長に、そのブロック塀の危険性を訴えていた。校長が市に調査を依頼したところ、市は職員に命じて調査し、校長には「危険なし」の回答をした。
何が異常かというと、依頼した側がアドバイザーを含む専門家で、調査した側が素人の職員だったことだ。
勿論、市役所に専門家の職員を置く必要はないかもしれない。
しかし、民間の建築士に依頼すれば済むことである。要するに、そこには安全管理のシステム(法律、条令、組織)が欠如しているのである。
建築基準法も、単に「建築物はこうでなければならない」と規定するだけでなく、管理システムの完備を罰則付きで規定すべきである。また、このような状態が放置されている責任の一端は報道機関の怠慢にある。
マスコミは、この状態を一切報道しない。
報道するのは、「追悼式が営まれました」とか「ブロック塀の撤去が進められている」というような巷のニュースだけである。根本原因が是正されない限り、悲劇は何度も繰り返される。
事実、この事故は40年前の事故の再来なのである。
1978年に発生した宮城県沖地震で、ブロック塀の下敷きになって多くの犠牲者が亡くなっているのである。
10.まとめ
なぜなぜ分析は、単なる「5回の問いかけ」ではなく、「現地・現物・現実」に基づいた冷静かつ粘り強い真因の追究プロセスです。
本ページでは、大野耐一氏の思想をベースに、「見かけの原因」と「真の原因」の違いや、処置と対策の使い分け、さらには再発防止に向けた横展開と管理システムの在り方までを多角的に考察しました。
真因を突き止めるには「なぜ?」の回数よりも、現場の観察力と考察の深さが必要です。そして、問題を一つひとつ解決するだけでなく、組織の構造的課題(根本原因)を捉えることが、真の品質・安全文化につながることを忘れてはなりません。
(終わり)